In the precision metal fabrication industry, choosing the right laser source is critical to achieving high-quality results. Many operators ask: “Should I use a continuous wave (CW) laser or a pulsed laser for my projects?” While both have their place, the choice significantly impacts the structural integrity and aesthetic finish of the workpiece, especially when dealing with thin metals.
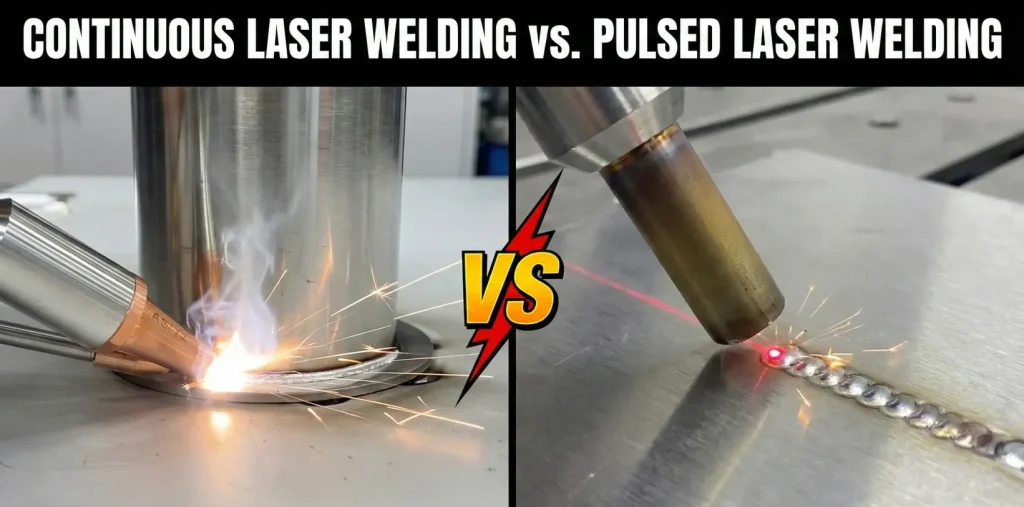
Understanding Continuous Wave (CW) Laser Welding
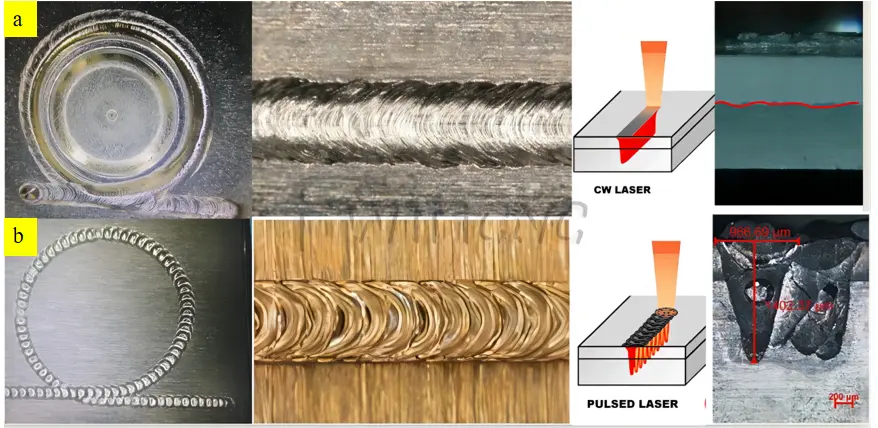
CW lasers emit a constant beam of energy. They are known for high speed and deep penetration, making them ideal for heavy industrial applications where thick plates need to be joined quickly. However, the constant heat input can be a double-edged sword for thin materials, often leading to warping, discoloration, or burn-through.
The Advantage of Pulsed Laser Welding
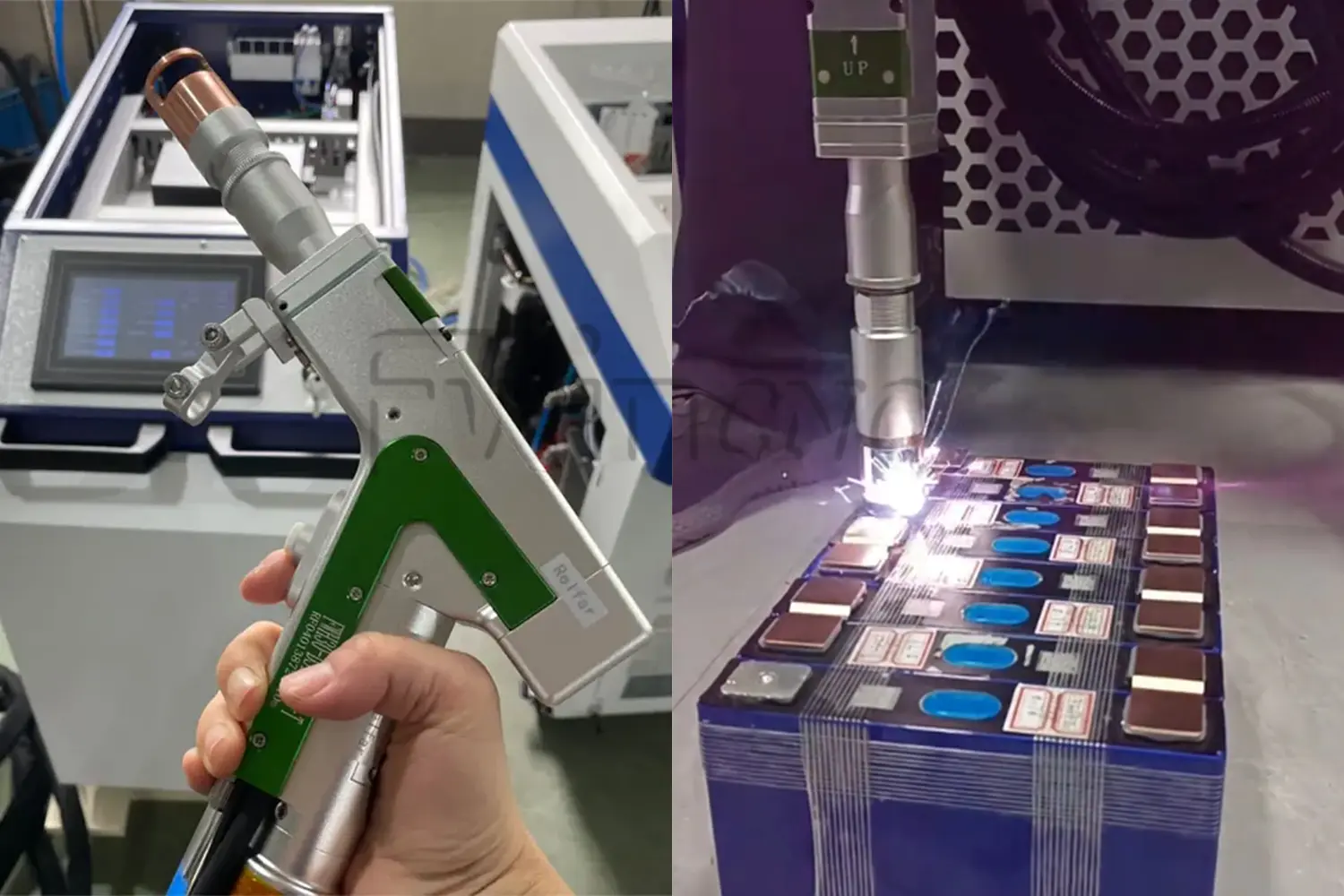
Pulsed laser technology, like that found in the Fwincnc 1500W Water-Cooled Pulsed Laser Welder, delivers energy in short, high-intensity bursts.
Why Pulse is Better for Precision Work:
- Minimal Heat Affected Zone (HAZ): By allowing the metal to cool between pulses, the overall heat input is drastically reduced. This ensures the workpiece remains flat and free from thermal distortion.
- Backside Markless Results: For aesthetic products, achieving a “markless backside” is essential. Pulsed lasers provide enough peak power for a strong bond without the excessive heat that scars the reverse side.
- Versatility with Reflective Metals: Pulsed lasers handle aluminum and copper more effectively by breaking through the initial reflectivity with high peak power pulses.

Which One Should You Choose?
If your workshop focuses on heavy steel frames, a CW laser is your workhorse. However, if you are in the advertising, jewelry, medical device, or high-end kitchenware industries, a 1500W pulsed laser welder offers the precision and aesthetic finish required to stand out in the market.
At Jinan Allwin CNC Machinery Co., Ltd. (Fwincnc), we specialize in tailoring laser solutions to your specific production needs.