Fiber Laser Cutting Efficiency is no longer defined solely by the wattage of the power source. As the industry scales toward 12kW to 30kW systems, the true bottleneck has shifted to the fluid dynamics of the assist gas. At Jinan Allwin CNC Machinery Co., Ltd. we are analyzing how supersonic gas flow and nozzle aerodynamics directly dictate the metallurgical integrity of the cut edge.
The Aerodynamics of Fiber Laser Cutting Efficiency
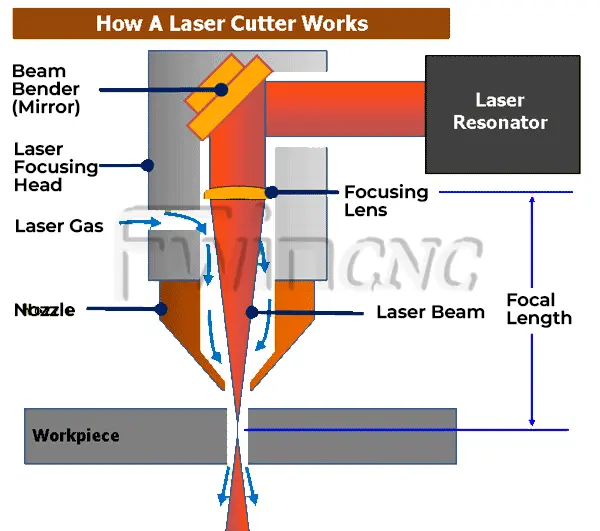
In high-power Fiber Laser Cutting (specifically Ground Rail and Gantry configurations), the nozzle acts as a supersonic fluid injector. Traditional nozzle designs often create turbulent flow at high pressures, which leads to “striations” or rough ridges on the material surface. To maximize Fiber Laser Cutting Efficiency, engineering must focus on tapered-bore nozzles. These components allow for laminar flow, maintaining a stable gas column that effectively ejects molten metal. This stability is critical for Plate and Tube Integrated machines, where geometry changes between flat sheets and curved tubes usually disrupt gas pressure consistency.
Chemical Synergy: Nitrogen vs. Oxygen Impact
The choice of assist gas is a primary variable in overall Fiber Laser Cutting Efficiency.
-
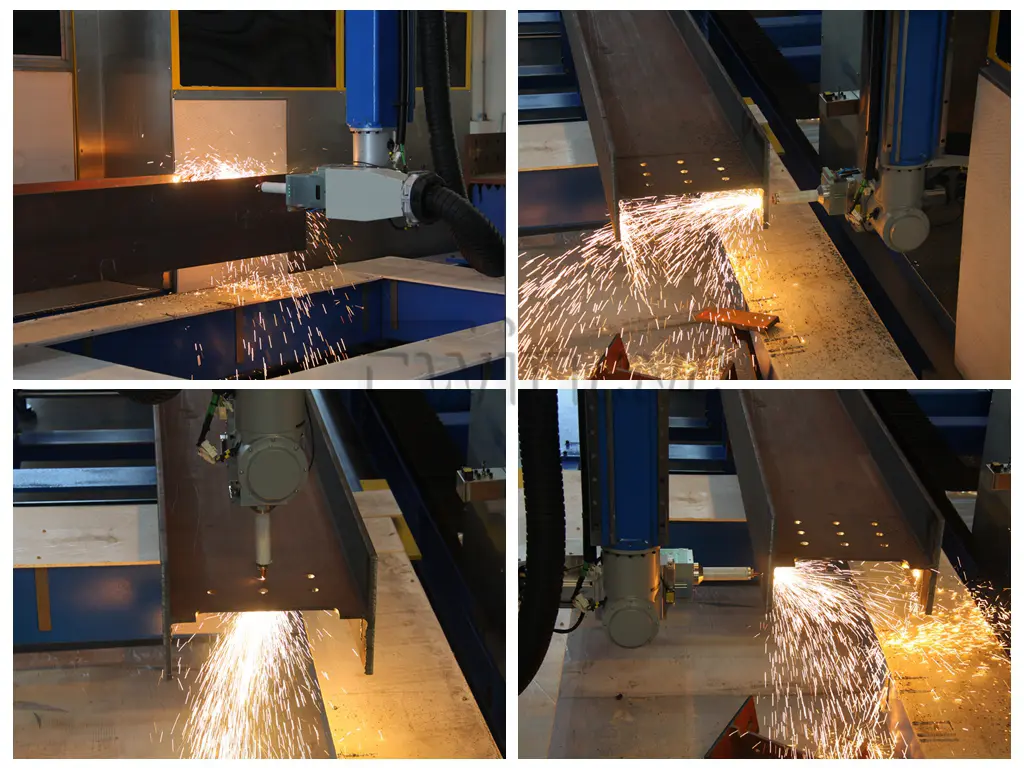
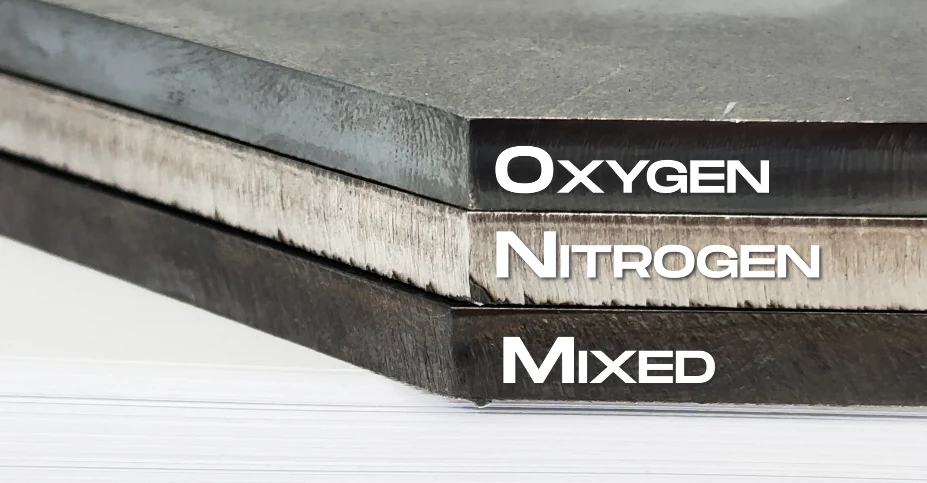
Oxygen Cutting: Initiates an exothermic reaction. While it increases speed on thick carbon steel, it leaves a carbonized oxide layer that may require secondary grinding.
-
Nitrogen Cutting: This “cold” process prevents oxidation entirely. For fabricators using Fwincnc equipment, Nitrogen is the standard for stainless steel to ensure a “bright finish,” eliminating post-process cleaning and significantly boosting total production Fiber Laser Cutting Efficiency.
Maintenance and Consumable Optimization
To sustain peak Fiber Laser Cutting Efficiency, the condition of your consumables is non-negotiable.
-
Laser Nozzles: Must maintain a strict thermal absorption threshold. Even minor contamination leads to beam divergence.
-
Protection Windows: High-purity windows prevent “dross” (slag) accumulation, which is the leading cause of efficiency loss in 20kW+ systems.
-
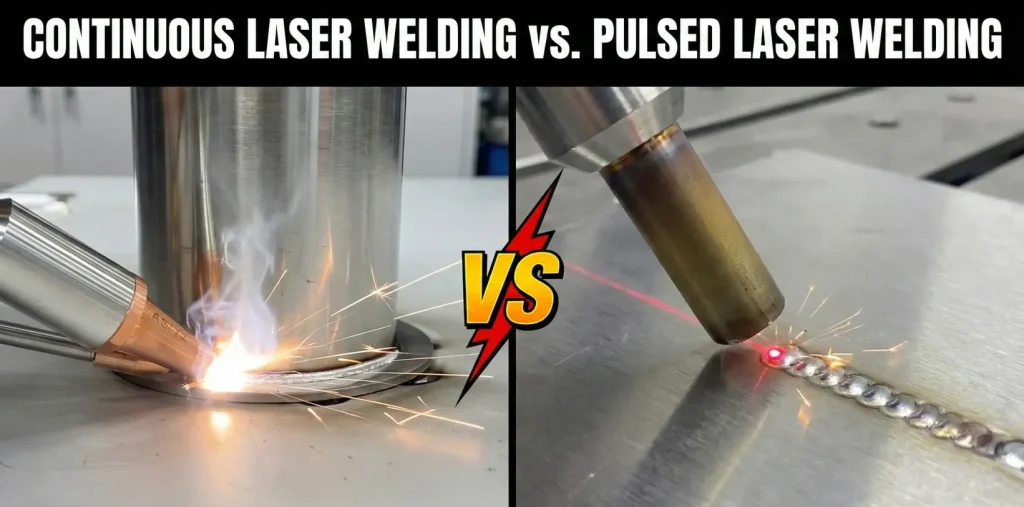
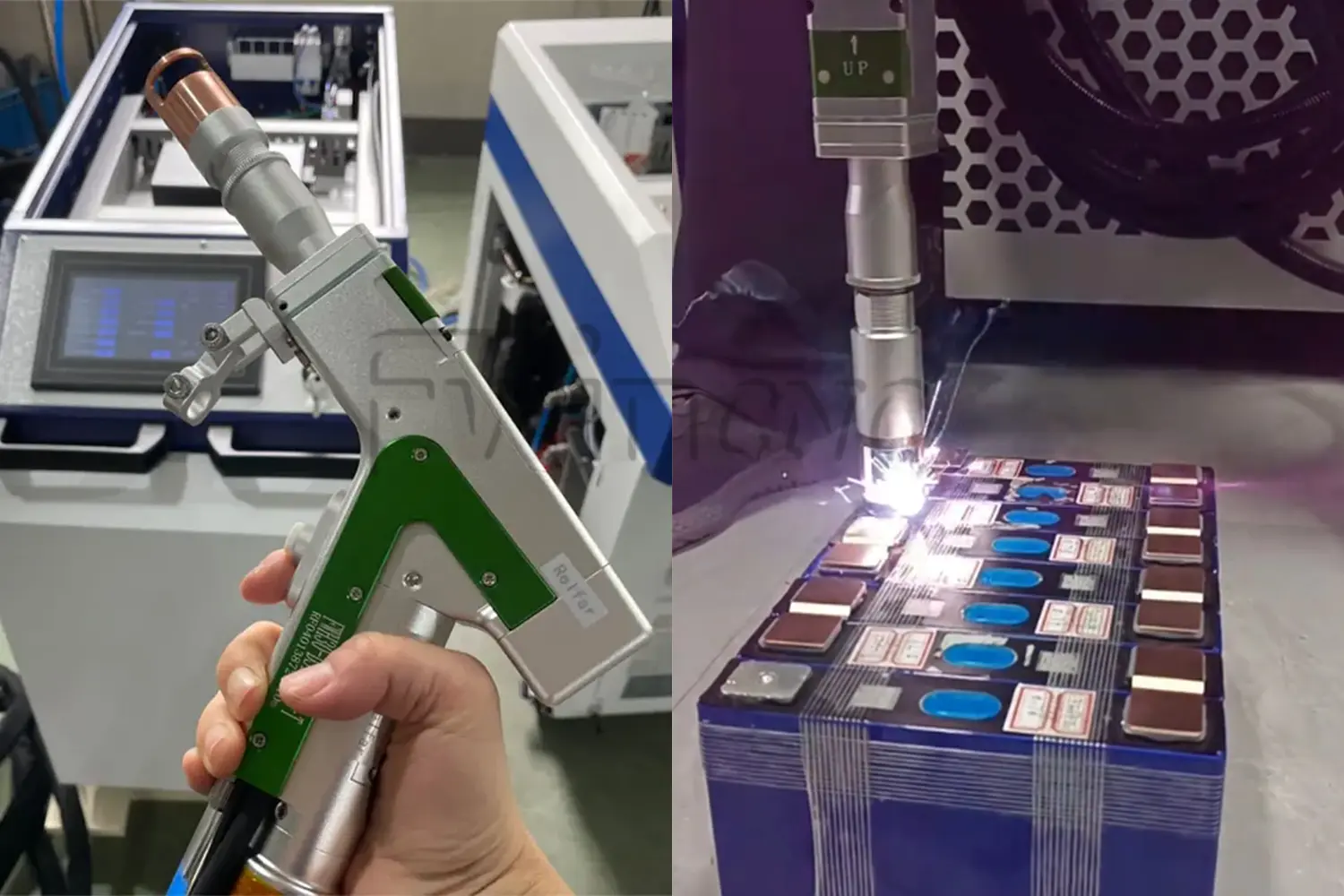
Pulsed Laser Cleaning: Integrating a pulsed laser cleaning step prior to processing ensures the substrate is free of microscopic contaminants, allowing the fiber laser to maintain a consistent absorption rate.
Strategic ROI for 2026 Manufacturing
By focusing on the physics of gas-to-material interaction, Jinan Allwin CNC Machinery allows operators to eliminate secondary processing. Whether you are operating a Heavy-Duty Ground Rail system or a Portable Plasma unit, understanding the variables of Fiber Laser Cutting Efficiency—from laminar flow to gas purity—is the only way to achieve a competitive edge in the modern global market. Proper alignment of these technical factors ensures that your investment in high-wattage hardware translates into measurable output gains.