As a leading provider of fiber laser cutting machines and high-precision laser consumables, Fwincnc often helps operators troubleshoot a common frustration: why the laser fails to penetrate the workpiece. While power and speed are usually the first suspects, the underlying culprit is often improperly regulated auxiliary gas pressure.
Understanding the physics behind gas pressure can mean the difference between a clean edge and a failed production run. Here is an in-depth analysis of how gas pressure affects your fiber laser cutting performance.
The Vital Role of Auxiliary Gases in Laser Cutting
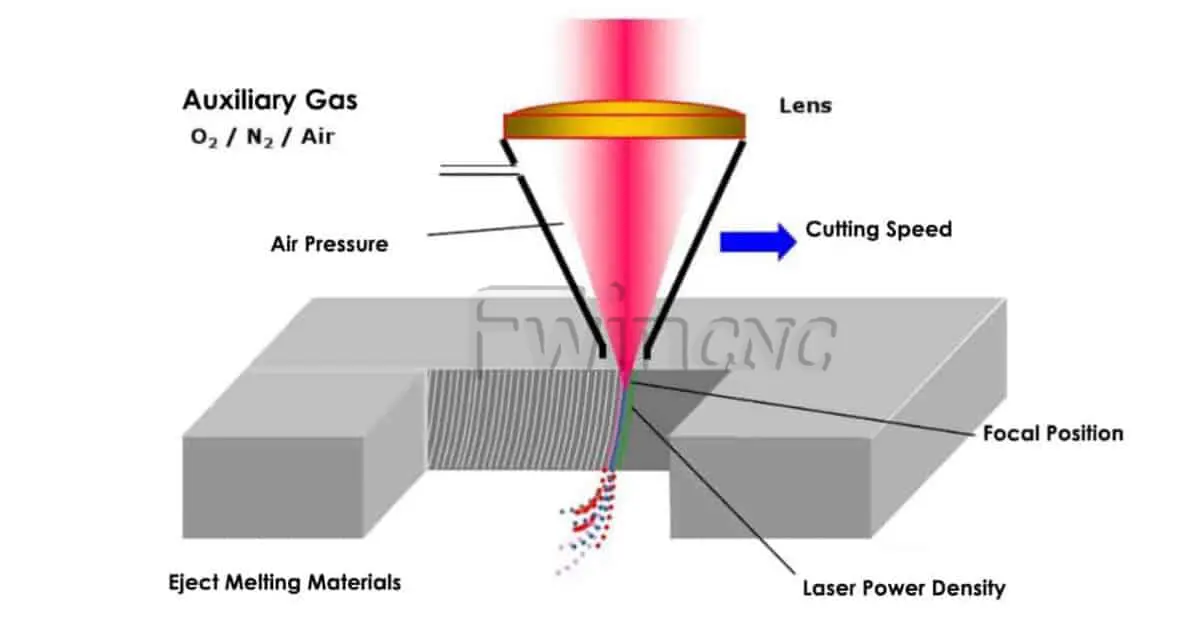
In the fiber laser cutting process, auxiliary gases (such as Oxygen or Nitrogen) serve a dual purpose. Beyond protecting the optics, their primary mechanical function is to blow away molten slag from the kerf.
-
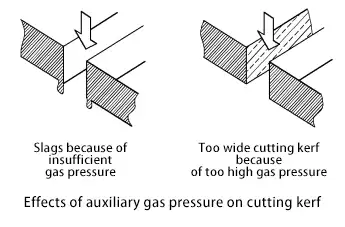
Low Pressure Risks: If the pressure is insufficient, molten residue cannot be effectively cleared. This results in dross adhesion, rough edges, or a complete failure to cut through the material.
-
High Pressure Risks: Conversely, excessive pressure can destabilize the cutting environment, leading to the cooling of the melt pool or interference with the laser beam itself.
Balancing Pressure with Material Thickness
To achieve optimal results, operators must adjust gas settings based on the thickness of the metal plate:
1. Cutting Thick Plates: Why Lower Pressure is Better
When processing thick workpieces, the volume of molten metal is substantial. If the gas pressure is too high, the turbulent airflow can cause the slag to bounce back into the kerf or solidify prematurely, clogging the cut.
-
Solution: Reducing the pressure allows the gas to “push” the larger volume of melt through the bottom of the plate steadily, ensuring a continuous and clean cut.
2. Cutting Thin Plates: The Need for Higher Velocity
Thin materials produce less melt but require rapid evacuation to maintain high speeds.
-
Solution: Increasing the gas pressure ensures that slag is removed instantly before it can re-weld to the edges. However, it must be balanced to avoid excessive cooling or beam interference.
How High Gas Pressure Can Reduce Cutting Speed
It may seem counterintuitive, but “more gas” can actually slow you down. Here’s the technical mechanism:
-
Enhanced Cooling Effect: High-velocity gas acts as a coolant. If the airflow is too aggressive, it cools the molten metal too quickly, increasing resistance and requiring more laser energy to maintain the cut.
-
Interference with Laser Focusing: * Shockwave Disruption: High-pressure gas can create intermittent shockwaves in the cutting zone, leading to uneven energy distribution.
-
Refractive Index Shifts: Pressure and temperature fluctuations create density gradients in the gas. This changes the refractive index, causing the laser beam to either refocus (creating a hot spot) or diverge (scattering energy). If the spot size becomes too large, the power density drops below the melting point of the metal.
-
Mode Structure Alteration: In extreme cases, gas turbulence can even disrupt the laser’s mode structure, significantly reducing overall efficiency.
-
Troubleshooting & Operational Best Practices
To ensure your equipment performs at its peak, follow these maintenance and operational steps:
-
Thickness-Specific Calibration: Always refer to your machine’s parameter table. For example, cutting 10mm Carbon Steel typically requires Oxygen at 0.8–1.2 MPa, while 2mm Stainless Steel may require Nitrogen at 1.5–2.0 MPa.
-
Verify Gas Purity: Impurities or fluctuations in the gas supply can ruin a cut even with perfect pressure settings. Ensure your gas source is stable and medical/industrial grade.
-
Holistic Parameter Optimization: Gas pressure does not work in a vacuum. You must coordinate it with laser power, cutting speed, and focus position. For thick plates, try slightly reducing speed and increasing power to compensate for lower gas pressure.
-
Routine Hardware Maintenance: Periodically inspect your laser nozzles for wear and ensure your protective lenses are clean. A worn nozzle can distort the airflow, making even the “correct” pressure settings ineffective.
Conclusion
Regulating auxiliary gas pressure is a fine art that balances thermodynamics and fluid dynamics. By mastering these adjustments, you can eliminate cutting interruptions and extend the life of your Fwincnc consumables.
Looking for high-quality nozzles, protection windows, or technical support for your fiber laser? Visit fwincnc.com to explore our full range of CNC solutions.