CNC Plasma Machine Troubleshooting requires a systematic approach to isolating electrical, pneumatic, and mechanical variables. When an industrial plasma cutter exhibits failure—such as arc instability, complete failure to pierce, or erratic torch motion—haphazardly replacing parts increases operating costs without resolving the root cause. At Jinan Allwin CNC Machinery Co., Ltd. (Fwincnc), maintenance protocols prioritize identifying the specific failure mode within the plasma power source, the CNC controller, or the pneumatic delivery lines to restore optimal cutting parameters.
1. Pilot Arc Failures in CNC Plasma Machine Troubleshooting
A primary issue encountered during heavy-duty operations is the failure of the pilot arc to transfer to the metal substrate. This diagnostic stage isolates electrical continuity and ignition sub-systems.
High-Frequency (HF) Spark Gap Adjustment
In air plasma systems utilizing high-frequency start mechanisms, the spark gap assembly inside the power source must maintain an exact physical distance—typically between 0.020 and 0.030 inches (0.5 to 0.8 mm). Over hours of operational cycling, carbon buildup or electrode oxidation alters this gap distance. If the gap expands too wide, the high-voltage spark cannot bridge the contacts, preventing pilot arc ignition entirely. Cleaning the contacts with fine emery cloth and resetting the gap with a feeler gauge is a foundational step in electrical maintenance.
Grounding and Work Cable Continuity
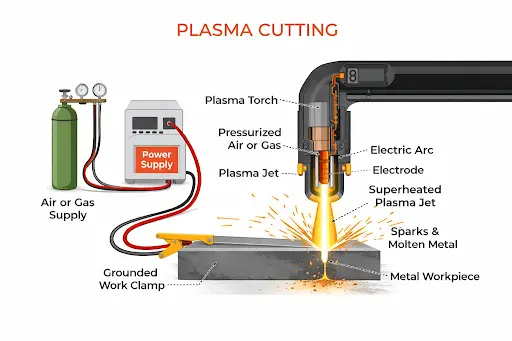
If the pilot arc ignites but fails to transfer to the workpiece, the fault usually lies within the work clamp circuit. A common error is clamping the ground cable to a heavily slag-coated slat or a painted section of the gantry frame rather than directly to the clean metal substrate. High electrical resistance prevents the main cutting arc from establishing a path, causing the system to time out and shut down to protect the torch head from prolonged pilot arc exposure.
2. Pneumatic Restrictions and Gas Dynamics
Pneumatic stability directly dictates arc constriction and consumable longevity. Fluctuations in air pressure or gas purity trigger immediate performance drops.
Dynamic vs. Static Pressure Drops
A frequent mistake during CNC Plasma Machine Troubleshooting is monitoring air pressure only while the machine is at rest (static pressure).
-
Static Pressure: Represents the baseline system pressure when no air is flowing through the torch nozzle.
-
Dynamic Pressure: Represents the actual pressure measured during the execution of the cutting arc when the internal gas solenoid valve is open.
If the internal diameter of the air supply line is too narrow, or if the inlet filters are clogged with particulate matter, the dynamic pressure will drop below the threshold required to maintain the plasma arc vortex. This pressure drop causes the arc to sputter, misfire, or rapidly erode the electrode hafnium insert.
Moisture and Hydrocarbon Contamination
Compressor air lines naturally collect water vapor and oil mist. If these contaminants pass through the swirl ring, the extreme thermal energy of the plasma arc breaks down the water molecules into hydrogen and oxygen. This unwanted chemical reaction drastically alters the arc voltage, resulting in rapid nozzle ovalization, black carbon tracking along the electrode body, and severe top-edge dross on the cut piece. Upstream coalescing filters and desiccant air dryers are mandatory to maintain a dew point below -40℉ (-40℃).
3. Torch Height Control (THC) and Axis Calibration
Automated height calibration safeguards the physical safety of the torch components during high-speed nesting sequences.
| Diagnostic Sub-system | Failure Manifestation | Root Cause | Rectification Procedure |
| Voltage Feedback Loop | Torch plunges directly into plate | Corrupted raw arc voltage signal or loose voltage divider wiring | Verify voltage divider ratio configuration on CNC card |
| Z-Axis Lifter Mechanics | Stuttering or locking vertical motion | Slag accumulation on the ball screw or linear guide rails | Clean with solvent and apply low-viscosity lubricant |
| Ohmic Sensing Circuit | Torch fails to detect material surface | Slag bridging the insulation gap between shield cap and nozzle | Clean shield cup face and inspect insulation rings |
When executing CNC Plasma Machine Troubleshooting for vertical positioning faults, tracking the raw arc voltage divider ratio is critical. The Torch Height Control (THC) samples the voltage between the electrode and the plate to maintain a constant standoff distance. A loose terminal connection or electrical noise from adjacent high-power lines can corrupt this feedback signal, causing the THC to miscalculate the gap and drive the torch directly into the metal plate, fracturing the shield cup or bending the torch body.
4. Systematic Component Inspection Lifecycle
Sustaining continuous operation on Fwincnc Gantry, Portable, or Pipe Cutting Plasma Machines requires adherence to an inspection matrix. Operators must check internal gas lines for cracks, verify that the torch head main seal O-rings are lubricated with high-purity silicone grease, and confirm that all electrical leads within the cable track are free of insulation chafing. Eliminating mechanical backlash in the X and Y axes by adjusting rack-and-pinion tension ensures that geometric precision matches the electrical performance recovered during the troubleshooting process.