Evaluating specific Laser Cutting Machine Parameters is the foundational step in aligning industrial capital investments with real-world production metrics. In high-precision sheet metal and tube fabrication, equipment performance cannot be judged by wattage alone; it requires a systematic analysis of optical physics, kinematic tolerances, and pneumatic control loops. At Jinan Allwin CNC Machinery Co., Ltd. (Fwincnc), our engineering matrices isolate these critical performance vectors to ensure that Desktop, Ground Rail, and Gantry configurations meet the rigorous operational demands of modern manufacturing hubs.
1. Core Laser Cutting Machine Parameters: Power and Beam Profile
The thermal output and energy distribution of the fiber laser source represent the primary metrics dictating material processing thresholds.
Continuous Wave (CW) Laser Power
Laser power output (ranging from 1 kW to ultra-high-power 30 kW+ systems) directly determines the maximum thickness capability and linear processing speed of the machine. For instance, a 3 kW system optimizes high-speed processing on thin-gauge stainless steel, whereas a 12 kW to 20 kW configuration is required to execute clean, dross-free cuts on carbon steel plates exceeding 20 mm.
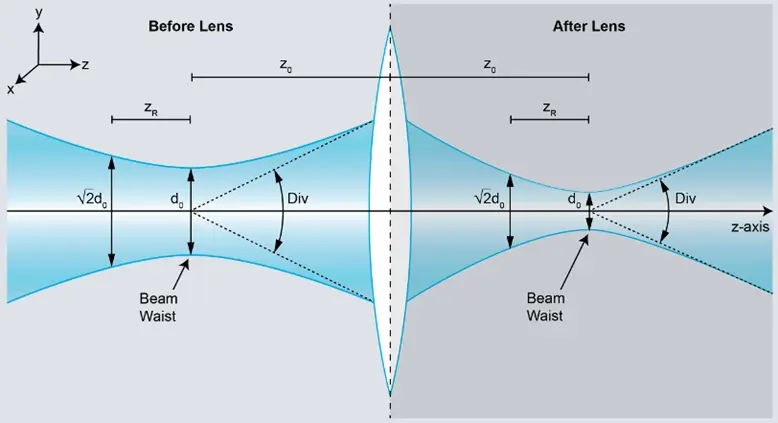
Beam Quality and the M2 Factor
Beam quality defines how tightly the laser beam can be focused over long distances. It is measured by the Beam Parameter Product (BPP) or the dimensionless M2 factor using the standard physical relation:
M2 = (pi * w0 * theta) / lambda
Where w0 is the beam waist radius, theta is the half-angle divergence, and lambda is the operational wavelength (which is 1.06 um for fiber lasers). An ideal single-mode laser possesses an M2 value of less than or equal to 1.1. A lower M2 value yields a smaller focal spot size, which increases power density at the workpiece, narrows the kerf width, and enables higher processing efficiency on highly reflective metals like aluminum and brass.
2. Kinematic Parameters: Precision, Acceleration, and Velocity
Mechanical kinematics dictate the spatial accuracy of the cutting torch as it executes complex nested CAD/CAM toolpaths.
Maximum Positioning and Re-positioning Accuracy
-
Positioning Accuracy: The maximum mechanical deviation along a single axis over a specified travel length (such as +/- 0.03 mm over 1000 mm).
-
Re-positioning (Repeatability) Accuracy: The machine’s capacity to return to an exact coordinate point over repeated operational cycles (typically +/- 0.02 mm).
High precision relies on the integration of dual-drive AC servo motors or linear motors paired with high-accuracy helical rack-and-pinion systems on stress-relieved gantry frames.
Acceleration Capacity (G-Force)
While maximum cutting speed (measured in meters per minute) is vital for long straight lines, acceleration (ranging from 0.5G to 2.0G, where 1G = 9.8 m/s2) is the parameter that governs cycle times during intricate nested cuts. High acceleration allows the machine axes to reach the commanded feed rate rapidly after executing tight cornering maneuvers, preventing localized heat accumulation and structural edge burning.
3. Optical System Parameters and Autofocus Dynamics
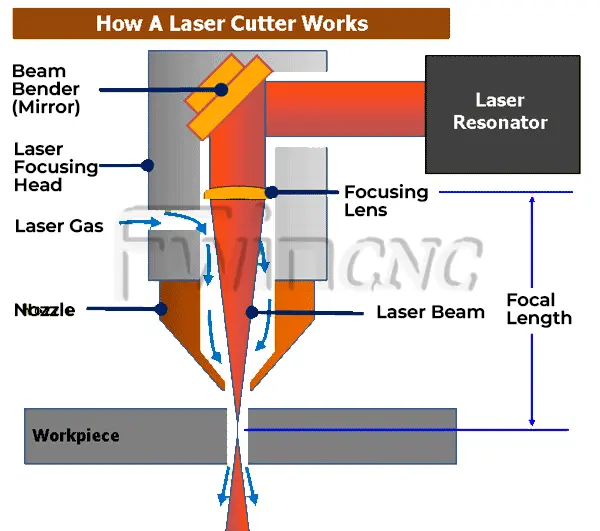
The cutting head architecture manages the physical interface between the coherent light delivery cable and the raw material.
Focal Length Selection and Dynamic Tracking
The selection of the focusing lens focal length (typically 125 mm, 150 mm, or 200 mm) determines the depth of field and the focus spot size. Modern industrial machines employ motorized autofocus cutting heads. The CNC controller dynamically adjusts the lens position down to +/- 0.01 mm tolerances based on the material thickness parameter, shifting the focal point below the surface for oxygen carbon steel cutting, or keeping it near the top surface for nitrogen stainless steel processing.
Technical Laser Cutting Machine Parameter and Industrial Application Matrix
| Parameter Category | Specific Technical Metric | Dominant Production Impact | Fwincnc Structural Configuration |
| Optical Source | 6 kW – 20 kW Fiber Laser Core | Cutting speed scaling on thick plates | Integrated Raycus / IPG Laser Generators |
| Kinematics | +/- 0.02 mm Repeatability | Component dimensional interchangeability | High-rigidity tempered gantry frames |
| Motion Dynamics | 1.2G to 1.5G Acceleration | Reductions in small-radius corner cycle wear | Yaskawa / Delta AC Servo Drive Packages |
| Pneumatics | 0.1 bar – 25 bar Dual Gas Loop | Dross elimination; edge oxidation control | Proportional valve CNC pressure regulation |
4. Assist Gas Dynamics and Pneumatic Control
Assist gas parameters directly influence the chemical thermodynamics of the kerf boundary and are critical to overall Laser Cutting Machine Parameters optimization.
The CNC system must feature dual-path gas lines utilizing automated proportional valves to regulate pressure dynamically between low-pressure Oxygen (0.5 to 5 bar) and high-pressure Nitrogen or compressed air (10 to 25 bar). Oxygen facilitates an exothermic reaction for cutting thick carbon steel, whereas Nitrogen provides a cold, inert purge that expels molten metal from stainless steel and aluminum kerfs, producing a bright, oxide-free finish that requires no secondary grinding prior to structural welding. Laser Cutting Machine Parameters Laser Cutting Machine Parameters Laser Cutting Machine Parameters Laser Cutting Machine Parameters Laser Cutting Machine Parameters Laser Cutting Machine Parameters